简体中文
简体中文
Berita
Rumah / Berita / Berita Industri / Apakah bahagian stamping logam? Panduan Proses, Jenis dan Aplikasi
Logam Bahagian Stamping adalah komponen penting yang digunakan di seluruh industri yang tak terhitung jumlahnya, dari automotif hingga elektronik. Panduan komprehensif ini menerangkan semua yang anda perlu ketahui mengenai komponen logam dicap, termasuk proses pembuatan, pemilihan bahan, piawaian kualiti, dan aplikasi praktikal.
Stamping logam adalah proses pembuatan pembentuk sejuk yang menggunakan penekanan mati dan stamping untuk mengubah logam lembaran menjadi bentuk tertentu. Proses ini menawarkan beberapa kelebihan:
Teknologi stamping moden boleh menghasilkan bahagian dengan toleransi yang ketat ± 0.01 mm untuk aplikasi ketepatan.
Komponen dicap boleh dikategorikan oleh proses pembuatan dan bentuk akhir:
| Jenis | Penerangan | Aplikasi biasa |
| Bahagian kosong | Komponen rata dipotong dari logam lembaran | Pencuci, shims, kenalan elektrik |
| Bahagian lentur | Komponen dengan ciri bersudut atau terbentuk | Kurungan, klip, kandang |
| Bahagian lukisan dalam | Bentuk berongga tiga dimensi | Tin, bekas, panel automotif |
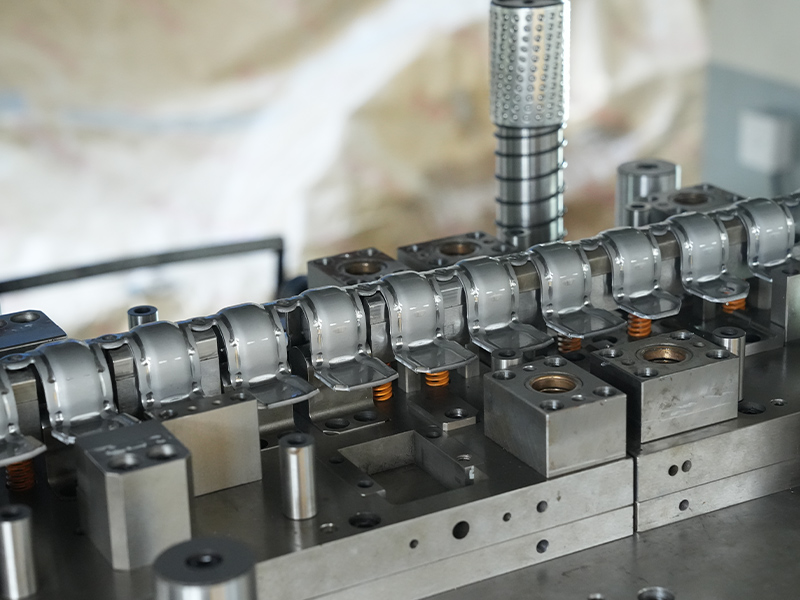
| Bahagian mati progresif | Komponen kompleks dibuat dalam pelbagai langkah | Terminal elektrik, penyambung |
| Bahagian kosong | Komponen ketepatan tinggi dengan tepi lancar | Gear, bahagian mekanikal ketepatan |
Proses stamping logam biasanya melibatkan peringkat utama ini:
Pemilihan bahan bergantung kepada fungsi bahagian, keadaan persekitaran, dan pertimbangan kos:
| Bahan | Julat ketebalan | Sifat utama | Kegunaan biasa |
| Keluli bergulung sejuk | 0.5-3.0 mm | Kekuatan tinggi, kebolehbaikan yang baik | Automotif, peralatan |
| Keluli tahan karat | 0.2-6.0 mm | Rintangan kakisan | Perubatan, pemprosesan makanan |
| Aloi aluminium | 0.3-5.0 mm | Ringan, konduktif | Aeroangkasa, elektronik |
| Tembaga/tembaga | 0.1-3.0 mm | Kekonduksian yang sangat baik | Komponen elektrik |
| Keluli karbon yang tinggi | 1.0-8.0 mm | Kekerasan yang luar biasa | Jentera Perindustrian |
Memastikan kualiti bahagian dicap memerlukan pelbagai kaedah pengesahan:
Kaedah kawalan proses statistik (SPC) sering dilaksanakan untuk memantau konsistensi pengeluaran.
Reka Bentuk Bahagian Berkesan Berkesan Mengikuti Prinsip -prinsip ini:

Beberapa pembolehubah mempengaruhi harga akhir komponen dicap:
| Faktor | Kesan ke atas kos | Petua pengurangan kos |
| Jenis Bahan | 20-60% daripada jumlah kos | Pertimbangkan aloi alternatif |
| Kerumitan bahagian | Meningkatkan kos perkakas | Memudahkan geometri di mana mungkin |
| Jumlah pengeluaran | Jumlah yang lebih tinggi mengurangkan kos unit | Menggabungkan pesanan apabila praktikal |
| Keperluan toleransi | Toleransi yang lebih ketat meningkatkan kos | Nyatakan toleransi longgar di mana boleh diterima |
| Operasi sekunder | Menambah langkah pemprosesan | Reka bentuk untuk meminimumkan pemprosesan selepas |
Stamping logam berfungsi hampir setiap sektor pembuatan:
Memahami Bila Memilih Stamping Versus Proses Lain:
| Kaedah | Kelebihan | Kekurangan | Terbaik untuk |
| Setem logam | Kelajuan tinggi, kos unit rendah, ketepatan | Kos perkakas yang tinggi, terhad kepada logam lembaran | Pengeluaran besar -besaran komponen nipis |
| Pemesinan CNC | Fleksibel, tidak diperlukan perkakas | Kos per bahagian yang lebih perlahan, lebih tinggi | Prototaip, bahagian 3D kompleks |
| Mati Casting | Bentuk kompleks, kemasan permukaan yang baik | Terhad kepada logam bukan ferus | Zink, komponen aluminium |
| Percetakan 3D | Tiada perkakas, kebebasan reka bentuk | Lambat, batasan bahan | Prototaip, bahagian tersuai |
Industri setem terus berkembang dengan perkembangan baru:
Penyelesaian untuk masalah pengeluaran yang kerap:
| Masalah | Kemungkinan sebab | Penyelesaian |
| Burrs | Dipakai mati, pelepasan yang tidak betul | Mengasah/ganti mati, laraskan pelepasan |
| Retak | Jejari bengkok yang tidak mencukupi, bahan yang salah | Meningkatkan jejari, bahan anneal |
| Berkerut | Tekanan pemegang kosong yang tidak mencukupi | Laraskan tekanan, gunakan manik lukis |
| Springback | Kesan memori bahan | Overbend, gunakan sudut pampasan |
| Misalignment | Pemakanan yang tidak betul, panduan yang dipakai | Periksa pengumpan, ganti panduan |
Penyelenggaraan mati yang betul memanjangkan hayat alat dan memastikan kualiti:
Formula utama untuk operasi stamping:
Tekan Pengiraan Tonnage:
Tonnage = (perimeter × ketebalan bahan × kekuatan ricih) / 2000
Saiz kosong untuk lukisan dalam:
Diameter kosong = √ (bahagian permukaan bahagian akhir × 4/π)
Kadar Pengeluaran:
Bahagian / jam = (faktor kecekapan 3600 ×) / masa kitaran (saat)
Operasi Stamping Moden menangani kelestarian melalui:
Sektor setem logam dijangka berkembang dengan mantap, didorong oleh:
Apabila tuntutan pembuatan berkembang, teknologi stamping terus menyesuaikan diri, menawarkan penyelesaian kos efektif untuk menghasilkan komponen logam ketepatan di pelbagai industri.
Bahagian Stamping Besi: Penggunaan, Manfaat, dan Proses Pembuatan
2025-07-11Bahagian Stamping Aluminium: Proses, Aplikasi, dan Manfaat
2025-07-22Alamat e -mel anda tidak akan diterbitkan. Bidang yang diperlukan ditandakan *

Perisai logam stamping keluli tahan karat kami adalah komponen berprestasi tinggi yang direka untuk memenuhi keperluan industri yang memerlukan ketepatan, ketahanan, dan penentangan terhadap persek...
Lihat butiran
Gasket kereta keluli tahan karat tahan suhu tinggi kami direkayasa untuk prestasi dalam aplikasi automotif yang memerlukan ketahanan di bawah keadaan haba dan tekanan. Dikeluarkan dari keluli tahan...
Lihat butiran
SHIM keluli tahan karat yang tahan haus dan tekanan tinggi kami direkayasa untuk menahan keadaan dan memberikan prestasi yang luar biasa dalam pelbagai aplikasi perindustrian. Dibuat dari keluli ta...
Lihat butiran
Perisai haba keluli tahan karat yang dicap adalah komponen automotif yang dibentuk dengan ketepatan yang direka untuk melindungi sistem kritikal dari haba yang berlebihan. Dikeluarkan menggunakan t...
Lihat butiran
Pengikat Washer Starlock Starlock Stainless adalah komponen penahan khusus yang direka untuk memegang bahagian -bahagian yang selamat di dalam perhimpunan injap air. Dikeluarkan dari keluli tahan k...
Lihat butiran
Kurungan keluli tahan karat yang tahan haus kami direkayasa untuk aplikasi berprestasi tinggi di mana ketahanan dan kekuatan adalah yang paling utama. Diperbuat daripada keluli tahan karat premium,...
Lihat butiran
Gasket besi kami adalah penyelesaian pengedap berprestasi tinggi yang direka untuk memberikan prestasi yang tahan lama dan boleh dipercayai dalam pelbagai aplikasi perindustrian. Dikeluarkan dari b...
Lihat butiran
Perhimpunan teras injap besi dicap dihasilkan menggunakan teknologi stamping dan diperbuat daripada bahan besi berkualiti tinggi, dengan tepat dicap ke dalam bentuk. Komponen ini digunakan secara m...
Lihat butiran
Plat pelaras kerusi besi 65mn adalah komponen setem logam yang direka bentuk yang diperbuat daripada keluli karbon tinggi (65mn), bahan yang dikenali untuk kekerasannya, kekuatan tegangan, dan rint...
Lihat butiran
Sangkar galas berdinding tembaga kami adalah komponen penting yang direka untuk digunakan dalam galas ketepatan, menawarkan ketahanan dan prestasi yang cekap dalam pelbagai aplikasi perindustrian. ...
Lihat butiran
Topi habuk yang mengandungi tembaga adalah komponen penting yang direka untuk melindungi galas dan bahagian mekanikal lain dari kotoran, habuk, kelembapan, dan bahan cemar yang boleh menyebabkan ha...
Lihat butiran
Plag tumpukan tenaga baru yang dilapisi perak tembaga yang dicap adalah penyambung berprestasi tinggi yang direka khas untuk stesen pengisian kenderaan elektrik tenaga baru. Diperbuat daripada baha...
Lihat butiranButiran Perhubungan
Address: No.6 Qiasheng North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Wilayah Jiangsu
TEL: 86-15050692548
Sekiranya anda berminat dengan produk kami, sila rujuk kami