 简体中文
简体中文


Bahagian pengecap perkakasan adalah teras pembuatan moden. Dari pendakap di dalam pintu kereta anda ke terminal di dalam geganti industri, komponen ketepatan kecil ini memastikan pemasangan kompleks berfungsi dengan pasti—selalunya tanpa disedari oleh pengguna akhir. Sebagai pengilang yang telah mengeluarkan bahagian pengecap logam sejak 2010, kami ingin memberi anda gambaran yang jelas dan praktikal tentang bahagian pengecap perkakasan sebenarnya, cara ia dibuat dan perkara yang perlu dicari apabila anda mendapatkannya.
Apakah Bahagian Setem Perkakasan?
Bahagian pengecap perkakasan ialah komponen logam yang dihasilkan dengan menekan, menumbuk, membengkok, atau melukis kepingan logam melalui acuan menggunakan mesin penekan mekanikal atau hidraulik. Proses ini dikenali sebagai pengecapan logam atau pembentukan tekan. Tidak seperti pemesinan, yang mengeluarkan bahan untuk menghasilkan bentuk, pengecapan ialah proses membentuk—bahan dibentuk semula tanpa dipotong, yang secara mendadak mengurangkan sisa dan kos pada skala.
Istilah "bahagian pengecapan perkakasan" merangkumi julat komponen yang sangat luas. Senarai wakil pendek termasuk:
- Kurungan, klip dan plat pelekap yang digunakan dalam pemasangan badan automotif
- Terminal elektrik, penyambung dan penutup pelindung dalam elektronik pengguna
- Perumah instrumen pembedahan dan komponen bersebelahan implan dalam peranti perubatan
- Penutup, sink haba, dan bingkai struktur dalam jentera perindustrian
- Engsel, pengikat, spring dan pencuci dalam perkakasan dan produk pembinaan
Apa yang dikongsi oleh semua komponen ini ialah keperluan untuk ketekalan dimensi yang ketat, integriti permukaan dan keupayaan untuk dihasilkan dalam volum tinggi pada tahap kualiti yang boleh diulang.
Proses Setem Teras Diterangkan
Memahami operasi asas yang terlibat membantu anda berkomunikasi dengan lebih berkesan dengan pembekal anda dan menilai sebut harga dengan lebih tepat. Kebanyakan bahagian pengecap perkakasan dihasilkan melalui satu atau lebih daripada operasi berikut:
Mengosongkan dan Menumbuk
Penebuk memaksa kepingan logam melalui dadu untuk memisahkan bentuk rata (kosong) atau membuat lubang (menebuk). Ini biasanya merupakan operasi pertama dalam proses berbilang peringkat. Ketepatan dimensi di sini menentukan sama ada setiap operasi hiliran kekal dalam toleransi.
Membengkok dan Membentuk
Lenturan menggunakan daya sepanjang paksi lurus untuk mencipta ciri sudut. Membentuk ialah istilah yang lebih luas untuk sebarang operasi yang mengubah kontur helaian tanpa mengeluarkan bahan—termasuk timbul, syiling dan lencong. Springback (kecenderungan logam untuk kembali sebahagiannya ke arah bentuk asalnya selepas terbentuk) adalah salah satu sumber ralat dimensi yang paling biasa; pembuat alatan yang berpengalaman menyumbang ini dalam reka bentuk cetakan dari awal lagi.
Lukisan Dalam
Lukisan dalam menarik kosong rata ke dalam rongga cetakan untuk menghasilkan bentuk tiga dimensi berongga—cawan, tin, penutup dan perumah adalah keluaran biasa. Nisbah kedalaman-kepada-diameter (dikenali sebagai nisbah cabutan) menentukan sama ada sesuatu bahagian boleh dibentuk dalam satu cabutan atau memerlukan beberapa peringkat pengurangan. Kebanyakan bahan membenarkan nisbah seri kira-kira 1.5 hingga 2.0 setiap peringkat tanpa retak.
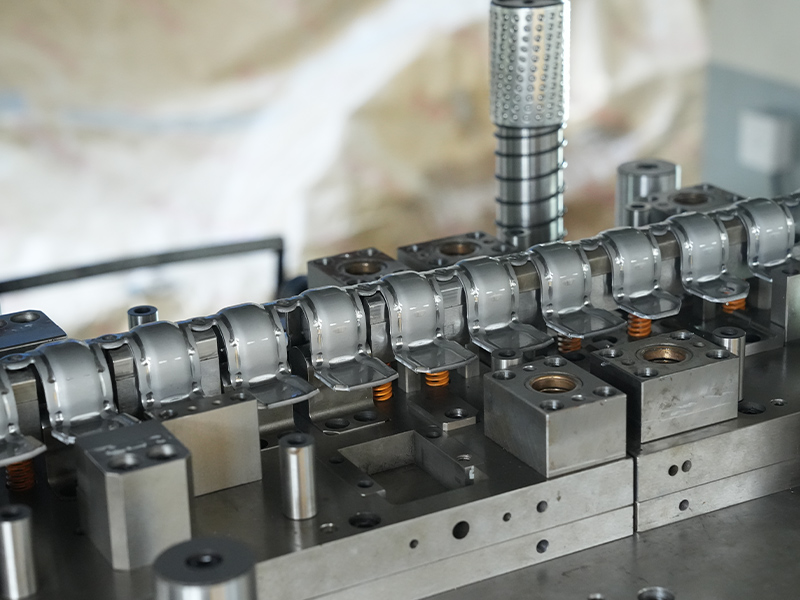
Stamping Mati Progresif
Perkakas die progresif melakukan pelbagai operasi—mengkosongkan, menusuk, membongkok, membentuk—di stesen berturut-turut dalam satu set die. Satu gegelung logam menyusup secara automatik, memajukan satu langkah setiap lejang akhbar. Die progresif ialah pilihan standard untuk bahagian pengecap perkakasan volum tinggi kerana mereka menggabungkan berbilang operasi ke dalam satu kitaran, mengurangkan masa pengendalian dan kos setiap bahagian. Kadar kitaran 100 hingga 400 sebatan seminit adalah perkara biasa.
Pemindahan Die Stamping
Apabila bahagian terlalu besar atau kompleks untuk kekal disambungkan ke jalur pembawa sepanjang proses, ia dipisahkan lebih awal dan dipindahkan secara mekanikal antara stesen. Pemindahan die lebih disukai untuk bahagian struktur yang lebih besar seperti panel badan automotif di mana kosong mesti diletakkan semula atau terbalik antara operasi.
Pemilihan Bahan: Memadankan Logam dengan Aplikasi
Pilihan bahan adalah salah satu keputusan yang paling penting dalam projek pengecapan. Bahan yang salah boleh bermakna haus alat, kebolehbentukan yang lemah, sifat mekanikal yang tidak mencukupi, atau kos yang tidak perlu. Di bawah ialah perbandingan praktikal bahan yang paling biasa digunakan dalam bahagian pengecap perkakasan:
| bahan | Sifat Utama | Aplikasi Biasa | Pertimbangan |
|---|---|---|---|
| Keluli Karbon (SPCC / DC01) | Kekuatan tinggi, kos rendah, kebolehbentukan yang baik | Kurungan struktur, rangka jentera, penutup | Memerlukan salutan atau penyaduran untuk menahan kakisan |
| Keluli Tahan Karat (304 / 316) | Rintangan kakisan yang sangat baik, kekerasan yang tinggi selepas pengerasan kerja | Peranti perubatan, peralatan makanan, perkakasan marin | Haus perkakas yang lebih tinggi; springback mesti diberi pampasan dengan teliti |
| Aluminium (1xxx / 5xxx / 6xxx) | Ringan, tahan kakisan, kekonduksian terma yang baik | Pemberat ringan automotif, sink haba elektronik, aeroangkasa | Kekuatan yang lebih rendah daripada keluli; pemilihan aloi adalah kritikal |
| Kuprum / Aloi Kuprum | Kekonduksian elektrik dan haba yang unggul, mulur | Terminal elektrik, penyambung, bar bas | Kos bahan yang lebih tinggi; pengurusan pengoksidaan yang diperlukan dalam penyimpanan |
| Zink / Zink Aloi | Kebolehbentukan yang baik, penghalang kakisan semula jadi, kos rendah | Perkakasan hiasan, trim automotif, barangan pengguna | Kekuatan mekanikal yang lebih rendah daripada keluli; tidak sesuai untuk bahagian yang menanggung beban |
Di Dingjia, kami bekerja dengan rangkaian penuh kedua-dua bahan ferus dan bukan ferus. kami rangkaian produk bahagian pengecap perkakasan meliputi keluli tahan karat, keluli karbon, aluminium, kuprum, bersalut berasaskan kuprum, dan pengecapan aloi zink—memberi pelanggan pilihan sumber tunggal tanpa mengira keperluan bahan mereka.
Toleransi dan Piawaian Dimensi yang Perlu Anda Ketahui
Keperluan toleransi mempunyai kesan langsung ke atas kos perkakas, masa kitaran, dan kadar sekerap. Sebelum meminta sebut harga, adalah wajar memahami perkara yang boleh dicapai dan apa yang mendorong kos meningkat.
- Toleransi komersial standard untuk bahagian kepingan logam yang dicop biasanya ±0.1 mm hingga ±0.3 mm untuk dimensi linear, bergantung pada ketebalan bahan dan kerumitan ciri.
- Pengecapan die progresif ketepatan boleh memegang ±0.02 mm hingga ±0.05 mm pada lubang tebuk dan tepi kosong dengan pengurusan kelegaan acuan yang betul dan penyelenggaraan acuan yang kerap.
- Toleransi sudut lentur biasanya dipegang ±1° di bawah keadaan standard dan ±0.5° untuk aplikasi ketepatan.
- Keperluan kerataan dan keserenjang, terutamanya untuk bahagian yang digunakan dalam pemasangan automatik, hendaklah dinyatakan dengan jelas pada lukisan dan bukannya diandaikan.
Menentukan toleransi yang lebih ketat daripada yang sebenarnya diperlukan oleh aplikasi ialah salah satu cara yang paling biasa pembeli secara tidak sengaja meningkatkan kos bahagian. Jika pasukan reka bentuk anda tidak pasti, semakan DFM (Design for Manufacturability) dengan pembekal sebelum tanda keluar alatan boleh menghalang semakan mahal kemudian.
Pilihan Kemasan Permukaan untuk Bahagian Setem Perkakasan
Permukaan logam yang dicop mentah jarang menjadi keadaan akhir bahagian perkakasan. Rawatan permukaan mempunyai tiga tujuan utama: perlindungan kakisan, peningkatan estetik dan pengubahsuaian fungsi (seperti meningkatkan kekerasan atau menambah baik sentuhan elektrik). Pilihan penamat yang paling biasa termasuk:
- Penyaduran elektrik – Mendepositkan lapisan logam nipis (zink, nikel, krom, timah, emas) pada permukaan bahagian untuk perlindungan dan penampilan kakisan. Ketebalan biasanya 5–25 µm.
- Salutan Serbuk – Penggunaan elektrostatik serbuk polimer, kemudian diawetkan dalam ketuhar. Menyediakan salutan seragam yang tahan lama dengan ketebalan 60–100 µm. Biasa pada bahagian struktur keluli karbon.
- Anodizing – Proses elektrokimia eksklusif untuk aluminium yang menumbuhkan lapisan oksida yang padat dan integral. Anodizing Jenis II memberikan 5–25 µm; Jenis III (penganodan keras) memberikan 25–150 µm dengan kekerasan yang jauh lebih tinggi.
- Pasif – Rawatan kimia untuk keluli tahan karat yang mengeluarkan besi bebas dari permukaan, memaksimumkan rintangan kakisan yang wujud pada bahan tersebut. Lazimnya ditentukan untuk bahagian perubatan dan gred makanan.
- Cat Fosfat – Proses dua langkah biasa untuk bahagian automotif keluli: salutan penukaran besi atau zink fosfat menyediakan rintangan lekatan dan kakisan sebagai asas untuk pengecatan seterusnya.
- Menggilap / Deburring – Kemasan bergetar atau tong menghilangkan burr dan tepi tajam daripada ciri yang ditebuk—penting untuk bahagian yang menyentuh tangan, kabel atau komponen pengedap.
Pilihan kemasan yang betul bergantung pada persekitaran operasi, keperluan kawal selia (pematuhan RoHS kerap diperlukan untuk bahagian elektronik) dan proses pemasangan anda. Beritahu pembekal anda tentang keadaan penggunaan akhir lebih awal—ia mempengaruhi pemilihan bahan sama seperti kemasan.
Industri Utama dan Perkara Yang Mereka Tuntut Daripada Bahagian Dicap
Bahagian pengecap perkakasan bukan komoditi generik. Setiap industri membawa satu set tuntutan teknikal dan kawal selia khusus yang mesti difahami oleh pengeluar sebelum mati pertama dipotong.
Automotif
Automotif stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 pensijilan sistem kualiti adalah wajib secara berkesan untuk pembekal automotif Tahap 1 dan Tahap 2. Kebolehkesanan bahan, dokumentasi PPAP (Proses Kelulusan Bahagian Pengeluaran) dan ujian ketahanan berfungsi adalah keperluan standard. kami bahagian pengecap keluli automotif dihasilkan di bawah kawalan kualiti yang diperakui IATF 16949.
Elektronik dan Elektrik
Terminal, penyambung, perisai dan spring sesentuh dalam elektronik memerlukan daya sesentuh yang konsisten, geometri tepat dan lekatan penyaduran yang boleh dipercayai. Bahagian pengecapan aloi kuprum dan tembaga menguasai segmen ini kerana kekonduksian elektriknya. Penyaduran timah atau emas di atas tembaga adalah standard untuk permukaan mengawan bebas kakisan. Toleransi pengecap mikro ±0.01–0.05 mm adalah biasa dalam aplikasi penyambung.
Peralatan Perubatan
Bahagian setem perubatan memerlukan biokompatibiliti, ketahanan terhadap kitaran pensterilan berulang, dan kebolehkesanan lengkap lot bahan. Keluli tahan karat 316L adalah bahan yang paling kerap dinyatakan untuk ketahanan kakisannya yang unggul dalam persekitaran masin dan kimia. Pensijilan pengurusan kualiti ISO 13485 ialah jangkaan garis dasar daripada OEM perubatan.
Jentera Perindustrian
Kurungan struktur, panel perumahan dan komponen mekanisme dalam peralatan industri mengutamakan kapasiti galas beban dan kestabilan dimensi berbanding hayat perkhidmatan yang panjang. Keluli karbon berkekuatan tinggi dan aloi aluminium struktur adalah pilihan biasa. Dalam kebanyakan kes, operasi kimpalan atau rivet mengikuti pengecapan, jadi dimensi kosong dan kualiti tepi yang konsisten secara langsung menjejaskan kualiti sambungan hiliran.
Perkakas: Pelaburan Yang Menentukan Kos Bahagian Jangka Panjang
Die (atau alat) ialah pelaburan modal utama dalam projek pengecapan, dan memahami ekonomi perkakas membantu anda membuat keputusan penyumberan yang lebih baik.
Dai operasi tunggal yang mudah untuk kurungan kecil mungkin berharga $3,000–$8,000. Dail progresif berbilang stesen untuk komponen penyambung kompleks boleh mencecah $50,000–$150,000 atau lebih, bergantung pada bilangan stesen, bahan dan toleransi yang diperlukan. Walau bagaimanapun, kos pendahuluan itu dilunaskan sepanjang tempoh pengeluaran. Pada volum melebihi 50,000–100,000 bahagian, pengecapan biasanya memberikan kos setiap keping yang paling rendah daripada sebarang proses pembentukan logam.
Soalan utama untuk bertanya kepada pembekal anda tentang perkakas:
- Apakah jangka hayat acuan (bilangan pukulan sebelum penyelenggaraan utama diperlukan)?
- Siapakah pemilik alatan itu, dan apa yang berlaku padanya jika anda menukar pembekal?
- Apakah jadual penyelenggaraan alatan dan siapa yang menanggung kos mengasah rutin?
- Bolehkah set die yang sama diubah suai jika reka bentuk anda berubah sedikit, atau adakah alat baharu diperlukan?
Pembekal dengan reka bentuk acuan dalaman dan keupayaan penyelenggaraan—bukannya yang menyumber luar perkakasan—biasanya menawarkan masa pendahuluan yang lebih cepat pada sampel pertama dan lebih kawalan ke atas kualiti alatan dan jangka hayat.
Kawalan Kualiti dalam Pengecapan Perkakasan: Kelihatan Proses yang Tegas
Ketepatan dimensi sahaja tidak menentukan kualiti bahagian. Sistem kawalan kualiti yang teguh untuk bahagian perkakasan bercop meliputi keseluruhan aliran pengeluaran:
- Pemeriksaan bahan masuk – Mengesahkan sijil bahan dan persampelan sifat mekanikal dan ketebalan sebelum gegelung memasuki pengeluaran.
- Pemeriksaan artikel pertama (FAI) – Pengesahan dimensi penuh bagi sampel pengeluaran pertama terhadap lukisan kejuruteraan sebelum pengeluaran besar-besaran bermula.
- SPC dalam proses (Kawalan Proses Statistik) – Persampelan bahagian pada selang waktu tertentu semasa pengeluaran dan penjejakan dimensi kritikal pada carta kawalan untuk menangkap hanyut sebelum ia menghasilkan bahagian yang rosak.
- Pemeriksaan Mesin Pengukur Selaras (CMM). – Untuk ciri toleransi ketat, pengukuran CMM menghapuskan subjektiviti operator dan menyediakan laporan dimensi yang didokumenkan.
- Pemeriksaan permukaan dan visual – Memeriksa burr, retak, calar, kecacatan penyaduran dan anomali permukaan lain di bawah keadaan pencahayaan yang ditetapkan.
- Kawalan kualiti keluar (OQC) – Pemeriksaan persampelan berasaskan AQL terakhir sebelum penghantaran dengan laporan pemeriksaan diberikan kepada pelanggan.
Kami pegang Pensijilan IATF 16949 dan mengendalikan makmal berkualiti yang dilengkapi dengan alat pengukur koordinat Zeiss dan CMM separa automatik. Bagi pelanggan dalam industri terkawal, kami boleh menyediakan rekod pemeriksaan penuh dan dokumentasi kebolehkesanan bahan dengan setiap penghantaran.
Cara Menilai Pembekal Bahagian Setem Perkakasan
Memilih pengeluar yang betul adalah sama pentingnya dengan mendapatkan reka bentuk yang betul. Berikut ialah rangka kerja penilaian praktikal berdasarkan kriteria yang sebenarnya memacu kebolehpercayaan bekalan jangka panjang:
| Kriteria | Apa yang Perlu Dicari | Bendera Merah |
|---|---|---|
| Keupayaan Perkakas | Pasukan reka bentuk dan penyelenggaraan acuan dalaman | Semua perkakas disumber luar; sokongan DFM terhad |
| Peralatan Akhbar | Julat tonase (meliputi ketebalan bahagian anda); mesin penekan terkawal CNC moden | Hanya satu atau dua saiz akhbar; peralatan penuaan tanpa rekod penyelenggaraan |
| Pensijilan Kualiti | IATF 16949 (automotif), ISO 9001, ISO 13485 (perubatan) | Tiada pensijilan atau pensijilan tidak diperbaharui baru-baru ini |
| Peralatan Pemeriksaan | CMM, pembanding optik, penguji kekerasan di tapak | Pergantungan pada tolok manual hanya untuk ciri ketepatan |
| bahan Breadth | Mengendalikan kedua-dua bahan ferus dan bukan ferus secara dalaman | Mengkhususkan diri dalam hanya satu keluarga material; tidak boleh menyokong perubahan reka bentuk masa hadapan |
| Komunikasi | Responsif kepada soalan teknikal; proaktif tentang maklum balas DFM | Lambat untuk bertindak balas; mengelakkan komitmen kepada jaminan dimensi |
Kami mengalu-alukan audit kilang dan berbesar hati untuk membantu bakal pelanggan melalui proses pengeluaran, bilik perkakas dan makmal berkualiti kami. Ketelusan pada peringkat kelayakan ialah cara terbaik untuk membina jenis perhubungan bekalan jangka panjang yang memberi manfaat kepada kedua-dua pihak.
Memanfaatkan Projek Setem Anda: Petua Praktikal
Selepas bekerja dengan pelanggan merentasi industri automotif, elektronik dan perubatan selama lebih 15 tahun, ini ialah amalan yang secara konsisten membawa kepada hasil yang lebih baik:
- Kongsi ramalan volum tahunan anda awal. Malah angka anggaran (mis., 200,000 keping/tahun) menentukan sama ada perkakas progresif, perkakas pemindahan atau perkakas kompaun masuk akal ekonomi, dan ia secara langsung mempengaruhi pelaburan perkakas yang anda akan diminta untuk membuat.
- Nyatakan hanya toleransi yang sebenarnya anda akan periksa. Jika pemeriksaan masuk anda tidak memeriksa dimensi, tidak ada gunanya menahan pembekal anda kepada ±0.02 mm padanya—anda hanya membayar untuk proses yang lebih ketat tanpa faedah.
- Minta semakan DFM sebelum kelulusan alatan. Perubahan kecil—menambah jejari pada sudut dalam yang tajam, melaraskan jarak lubang ke tepi atau menukar pelega selekoh—boleh mengurangkan haus alat dengan ketara dan meningkatkan ketekalan bahagian tanpa penalti reka bentuk.
- Satukan pembekal pengecap anda di mana praktikal. Menggunakan pengilang dengan keupayaan bahan yang luas bermakna proses kelayakan yang lebih sedikit, gaya perkakas yang lebih sedikit untuk diurus dan leverage yang lebih kukuh untuk penjadualan keutamaan semasa tempoh permintaan tinggi.
- Rancang kemasan permukaan anda sebelum perkakas dipotong. Sesetengah proses penamat (cth., penyaduran zink berat) menambah pembentukan dimensi yang mesti difaktorkan ke dalam bahagian geometri dari awal, tidak dipasang semula selepas fakta.
Mengapa Bekerja Dengan Pengeluar Pengecopan Perkakasan Khusus
Pengecapan perkakasan kelihatan mudah dari luar—penekan turun, bentuk keluar. Dalam praktiknya, operasi pengecapan berkualiti tinggi melibatkan kejuruteraan cetakan yang tepat, pengetahuan sains bahan, disiplin kawalan proses dan tindak balas pantas terhadap haus perkakas. Jurang antara pembekal biasa-biasa dan yang berkebolehan ditunjukkan dalam kadar sekerap anda, semakan kesesuaian talian pemasangan anda dan tuntutan waranti anda—bukan hanya dalam harga sekeping.
Changzhou Dingjia Metal Technology Co., Ltd. telah mengeluarkan bahagian pengecap perkakasan ketepatan sejak 2010, beroperasi dari Kemudahan 6,900 m² di Daerah Wujin, Changzhou, dengan pasukan 56 juruteknik berpengalaman dan 24 mesin penebuk yang mampu 500 tan kapasiti setem bulanan . Pengeluaran kami meliputi kedua-dua bahan ferus dan bukan ferus, dan alat ganti kami memberi perkhidmatan kepada pelanggan dalam sektor automotif, elektronik dan jentera perubatan di seluruh dunia.
Jika anda mendapatkan bahagian pengecap perkakasan dan mahukan pengilang dengan kedalaman alatan, infrastruktur berkualiti dan julat bahan untuk menyokong kitaran hayat produk penuh anda, kami menjemput anda untuk menerokai rangkaian lengkap bahagian pengecap perkakasan atau hubungi kami terus untuk membincangkan keperluan projek anda.











